
飛機機體制造要經過工藝準備、工藝裝備的制造、毛坯的制備、零件的加工、裝配和檢測等諸多過程。
歷經半個世紀的發展,我國飛機制造科研能力與世界先進水平還存在一定的差距,特別是飛機制造的關鍵技術有待突破,設計人才有斷層,風險較大,資金短缺等嚴重等制約了行業的進一步發展和品質的提高。

飛機制造中采用不同于一般機械制造的協調技術(如模線樣板工作法)和大量的工藝裝備(如各種工夾具、模胎和型架等),以保證所制造的飛機具有準確的外形。工藝準備工作即包括制造中的協調方法和協調路線的確定(見協調技術),工藝裝備的設計等。
飛機機體的主要材料是鋁合金、鈦合金、鎂合金等,多以板材、型材和管材的形式由冶金工廠提供。飛機上還有大量鍛件和鑄件,如機身加強框,機翼翼梁和加強肋多用高強度鋁合金和合金鋼鍛造毛坯,這些大型鍛件要在300~700兆牛(3~7萬噸力)的巨型水壓機上鍛壓成形。
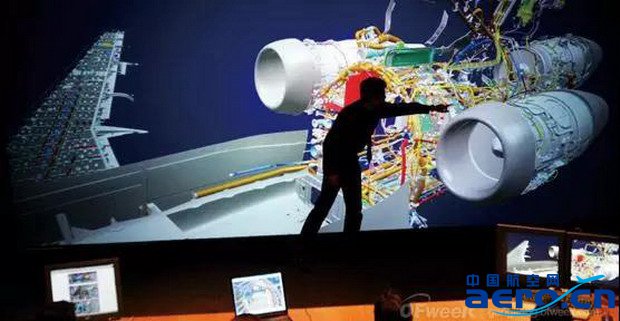
數字化三維設計
國內飛機制造企業經過長期的三維工藝設計與仿真、CAX/CAPP/MES系統集成等技術的研究,突破了基于模型的定義(MBD)、三維工藝設計可視化、三維裝配過程仿真驗證及優化、三維工作指令的創建、發放及瀏覽、多系統集成和業務流程優化等關鍵技術瓶頸,構建了體系完整的、能支撐裝配、機加、鈑金、冶金等各類工藝設計業務需求的三維化、系統化、集成化的企業級數字化工藝設計平臺,實現了傳統二維工藝設計制造體系向三維數字化工藝設計制造體系的成功轉型。
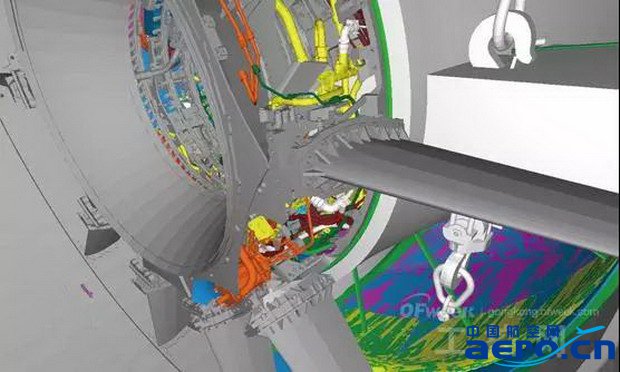
飛機總體設計階段,制造企業已開始進行工藝總方案設計,并通過采用基于成熟度的協同工藝審查的方法,依據設計成果,同步展開后續工藝策劃工作,包括裝配協調、零件制造技術、工藝分離面、部件裝配圖表等一系列工藝指導性文件的定義與編制。

在三維工藝模式下三維數據(模型等)替代了二維工程圖紙和紙質工藝指令。三維工藝電子數據包(指令)成為生產現場工作的技術依據,通過工藝設計平臺與生產管理系統的集成,將三維工藝指令等工藝數據信息發放到車間生產現場,并以三維的、動態的、交互式的定制界面展示、描述工藝過程,將生產工藝、人員、設備、工裝及工具等資源信息有效集成,通過直觀的界面顯示產品的設計結構關系、工藝結構關系和幾何模型,顯示工藝仿真過程和工裝使用定位方法,顯示與仿真過程相應的操作說明等,使工人按指令進行操作,準確快速地查閱工藝過程中需要的信息,提高工作的準確性和效率。
三維工藝設計與仿真、基于輕量化模型的工藝過程可視化技術以及CAX/PDM/MES多系統集成技術的應用,有效地縮短產品研制周期,提高產品質量和生產效率,真正實現無二維圖紙、無紙質工作指令的三維數字化集成制造,有效改善生產現場工作環境,使現場工人容易理解,減少了操作錯誤,提高了產品質量和生產效率。三維數字化工藝設計技術的深入應用必將推動我國飛機制造業的快速發展。
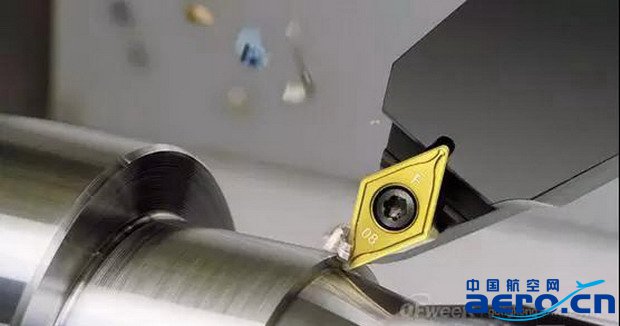
部件機械加工
飛機制造業中的工藝裝備一般指機械加工夾具、裝配型架、鈑金模具、焊接夾具、測量檢驗夾具等。機械加工是獲得飛機零件最終形狀和精度的最主要方法,而機床夾具在保證飛機零件機械加工質量和工裝加工效率方面起到重要作用。
飛機制造工藝裝備的柔性化,一直是航空工業迫切希望解決的問題,因此得到了業界的廣泛重視,并進行了大量的研究。柔性工裝是基于產品數字量尺寸協調體系,采用可重組模塊化結構的工裝,自動化程度高。柔性工裝系統目的是降低工裝制造成本,縮短工裝準備周期,同時大幅度提高生產率。
數控加工,尤其是數控銑削,是目前飛機結構件機械加工的主要方法。高速切削方法被普遍采用,如西飛大型復雜結構件均在西飛數控中心完成加工,結構件種類包括機翼大梁、壁板、梁間肋、框、大型支撐接頭和對接接頭等,這些結構件除具有槽腔多、壁厚薄、精度高等特點外,需要滿足飛機變斜角理論曲面等飛機機翼結構件的通常特性以外,還具有零件輪廓尺寸大、槽腔深和基準平面輪廓度要求嚴等特性。


為了保證加工質量,每種零件均研制了專用夾具,基座為比較笨重的鑄件,且定位精度不高。車間工具庫乃至車間地面上堆滿了各類夾具。從生產一種零件轉換為生產另一種零件時,夾具重新組合轉換時間在2h左右,嚴重影響了生產效率。飛機上的大型整體結構件,如整體蒙皮和壁板,目前仍部分采用大型模胎來進行銑削和切邊。
中國航空網 www.k6050.com
航空翻譯 www.aviation.cn
本文鏈接地址:大飛機制造都涉及哪些先進生產技術?




